
 English
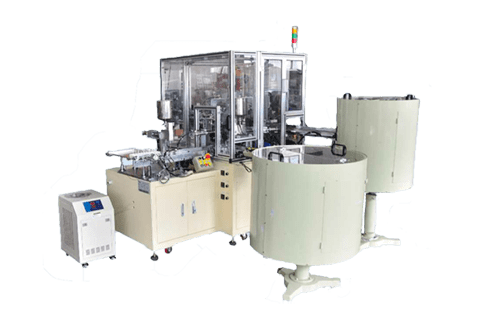
English多引线电容器设备生产线方案-真空灌胶模式
模组整体解决方案

兼容性强,可实现一键换型
24工位赋能设备
产品依次送进产品进料皮带进入赋能机
兼容性强,可实现一键换型
四引线焊接组装设备
产品依次送进产品进料皮带进入赋能机

兼容性强,可实现一键换型
烘箱固化设备
产品依次送进产品进料皮带进入赋能机
四针电容器整线设备多引线产品自动流水线方案说明
方案原理说明
多引线焊接流水线原理说明
自动流水线生产流程:
赋能机(提升机+皮带线+影像+机械手上料)→ 四引线组装机(第一次底胶,焊接,装 配,塑壳宽皮带上料) → 底胶第一次烘烤 → 第二次灌胶 → 抽真空机→ 第二次烘烤 → 整脚机(整型,第三次灌胶)→ 第三次烘烤→
多槽托盘收料机构
方案原理详解
3.1 赋能机(二十四工位)
赋能机采用皮带线+影像+机械手上料,配提升机的上料方式,产品输出为皮带输 出,可与四引线组装机进料通道对接使用。采用平行对开夹具
3.2 四引线焊接组装设备(含底胶)
芯子从赋能机通道直接连接,输出上料,塑壳采用宽皮带上料方式,芯子、塑壳 组装前对塑壳进行打底胶,焊接组装完成的产品通过皮带通道输出,经输送通道到 下级烘箱。
3.3 底胶一次烘烤
烘箱整体采用双层双列(四通道,1 号、2 号、3 号、4 号),产品经烘箱前端进入 铝条模具中;铝条模具依次进入经 1、2、3、4 四个烘道,从 4 号烘道前端出来, 产品进入右侧的皮带输送通道,铝条模具在烘箱中循环使用。
3.4 第二次真空灌胶
产品从烘箱铝条出来后,被推送到右侧的皮带通道中,进行第二次灌胶。 采用一把胶枪对产品进行灌胶,预留一把安装位置(不安装胶枪)
3.5 第二次烘烤
产品进入右侧的皮带输送通道,铝条模具在烘箱中循环使用。
3.6 整脚机及第三次灌胶
产品从烘箱铝条出来后,被推送到右侧的皮带通道中,进行第二次灌胶。
3.7 第三次烘烤
产品进入右侧的皮带输送通道,铝条模具在烘箱中循环使用。
3.8 冷却风箱
产品进入右侧的皮带输送通道,铝条模具在烘箱中循环使用。
隧道烘箱方案详解
4.1 产品规格范围
产品规模范围确定
4.1.1 2根引线产品
2引线产品设备确定
4.1.2 4根引线产品
多引线产品设备确定
4.2 设备流水线速度
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Morbi sit amet placerat sapien. Suspendisse potenti. Nullam feugiat blandit mauris, non fringilla urna ultrices vel. Donec id urna consectetur, pellentesque libero rutrum, congue massa.
4.3 模具设计
根据生产需要确认规格。
4.4 烘箱模式
根据生产需要确认模式。
4.5 真空灌胶模式
灌好胶的产品,收集到托盘,然后进入抽真空机构,进行抽真空,真空 抽好之后,产品被推送到下一个烘箱的送料通道,空托盘内部循环。